



地址:广州新塘镇瑶田东联开发区(中国纺织科学院牛仔面料研究所)
总部总机:86-20-82897788
传真:86-20-82792088
销售邮箱:sales@lp3x.com
招聘邮箱:hr@lp3x.com
总部总机:86-20-82897788
传真:86-20-82792088
销售邮箱:sales@lp3x.com
招聘邮箱:hr@lp3x.com
变支变捻羊毛竹节纱产品的R&D
摘 要:结合对B583型毛纺细纱机进行改造,并在改造后的细纱机上加装变支变捻纱控制装置,
采用改变前中后罗拉速度的方法,以细羊毛为原料开发系列变支变捻羊毛竹节纱产品。通过工艺试
验和生产实践,分析影响变支变捻羊毛竹节纱质量的各种因素,探讨了提高纱线质量的有效措施。
关键词:变支变捻羊毛竹节纱;工艺;措施;产品;开发
中图分类号:TS106.414 文献标识码:B 文章编号:1009-265X(2011)02-0032-03
变支变捻羊毛竹节纱是一种复杂的新型竹节花式纱线,具有独特的花式效果,用其加工的织物表面呈现出醒目的颗粒状,立体感极强,质地风格挺括,且饱满富有弹性,它适于加工高档时装,具有较广阔的市场和发展前景[1]。
笔者在B583型细纱机上通过技术改造,成功地生产出变支变捻羊毛竹节纱系列产品,结合生产实践,对影响变支变捻羊毛竹节纱的因素进行试验分析,探讨了提高变支变捻羊毛竹节纱系列产品质量各纺纱工序所应采取的有效工艺技术措施。
1、试验品种与检测条件
1.1 试验品种
变支变捻羊毛竹节纱43. 2tex、53. 0tex、68.6tex、82.6tex 4个试验品种。
1.2 试验条件
试验时温度25℃,相对湿度65%。在生产现场取样,每组试样取样次数和取样个数均按国家有关近似竹节纱标准的规定执行。
2、变支变捻羊毛竹节纱纺纱原理
变支变捻羊毛竹节纱的纺纱原理是在保持锭速不变的前提下,通过改变前罗拉速度的方法来改变纱线捻度,并在改变前罗拉速度的同时,按一定的比例改变中后罗拉速度,以实现纱线支数的改变。实际生产中,在B583型细纱机上加装两个伺服电机:一个伺服电机控制前罗拉,另一个伺服电机控制中后罗拉,使前罗拉和中后罗拉传动分开,以对前罗拉伺服电机和后罗拉伺服电机的变速和变速的时间同时进行控制,并在不同的时间获得不同的前罗拉速度和后罗拉速度,从而达到产生变支变捻竹节纱的效果,生产出有规律的变支变捻竹节纱。主要工艺参数包括基纱号数、基纱长度、竹节纱号数、竹节长度、基纱捻度、粗纱号数和牵伸倍数等。
3、变支变捻羊毛竹节纱的特征
其特点是纱线上的竹节是有规律的,变支变捻和规律竹节同时叠加在一起,以变支基纱参数为共同基准,竹节直径是正常纱的2~4倍左右,捻度比正常纱线捻度略小,它呈现出等节距粗节状的外形。所加工的变支变捻羊毛竹节纱线,其捻度分布规律是纱中的竹节处捻度稍大于同号数普通纱的捻度,而基纱部分的捻度稍小于同号数普通纱的捻度,管纱在络筒退绕时,竹节部分的捻回向基纱部分转移,使基纱部分捻度增加,竹节部分的捻度下降,从而使基纱部分和竹节部分分别得到合理的捻度。在纺纱工程中,当从基纱部分向竹节处部分过渡时,前罗拉速度加快,使所纺的纱线捻度降低,从而减少了捻度由竹节处部分向交界处的转移,因此能避免交界处捻度超过临界捻度,使纱线交界处的断裂强度增加。
4 、纺纱原料的特点
羊毛纤维:平均细度20um,长度58~62mm,干断裂强度2.32cN/dtex,干断裂伸长31.24%,质量比电阻1g(Ω•g/cm2)为108.1,回潮率14.2%,含油率0.215%,体积质量1.31g/cm3。
5、变支变捻羊毛竹节纱的加工工艺
5.1 工艺流程
羊毛条→混条→复精梳→针梳→粗纱→细纱→络筒。
5.2 纺纱工艺技术特点和措施
纺部工序要合选择工艺参数[2-7],保持各部件的机械处于良好状态,加强管理,严格执行操作法,车间要保持合适稳定的温湿度,搞好清洁工作,生产中出现的问题要及时解决。
5.2.1 针梳工序工艺
针梳机隔距要合理选择,前隔距过大时,短纤维不易控制,易产生横向扩散,影响毛条光洁度和成纱条干均匀度;过小时牵伸会发生困难,造成纤维不正常运动,影响条干均匀度;前罗拉加压量要适中选择,能保证纤维变速点集中,使牵伸后的条干均匀度得到改善,否则,易造成纤维在前钳口处打滑或使胶辊变形,影响牵伸效率,造成成纱条干均匀度恶化。针梳机依靠针板形成附加摩擦力界,要使牵伸过程中纤维能够有规律地运动,所以要合理选择针板规格,针对纤维的性能和特点,采用“小牵伸、中喂入、中隔距、适当增加针梳机针密”的工艺原则,使生产能够顺利进行,条干水平提高。
5.2.2 粗纱工序工艺
粗纱工序要合理选择工艺参数,工艺设计要以减小牵伸力为主,粗纱总牵伸倍数适当偏大掌握,粗纱捻度适当偏大控制,粗纱定量适中控制,在实际生产中要减少粗纱退绕时产生意外伸长,合理控制纺纱张力,工艺采用“重加压、强控制、中速度、中隔距、大捻度、小张力”的工艺原则,为避免细纱工序牵伸不开,同时采用中定量的工艺配置,并合理控制车间温湿度,以降低粗纱断头率,改善条干不匀,提高粗纱内在质量。
5.2.3 细纱工序工艺
在细纱工序中,采用“大捻度、小牵伸、重加压、低速度、中隔距”的工艺原则,适当降低锭速,减小离心力和静电积聚对成纱质量的不利影响。捻度设计时要考虑纱线强力和手感等要求。在细纱加工过程中,各部件机械要处于良好状态,钢领与钢丝圈要配套,选择易散热的且运行稳定的钢丝圈,以降低断头率和成纱毛羽数量。加强挡车工巡回清洁工作,保证牵伸正常进行。工艺参数为:锭速3 750~4 450 r/min,采用G型钢丝圈,细纱隔距和后区牵伸倍数要偏大掌握,以避免因粗纱捻度大而产生硬头现象。钢丝圈偏重控制,因为变支变捻羊毛竹节纱强力低,断头率高,所以要适当降低前罗拉速度到100~140r/min。由于变支变捻羊毛竹节纱捻度不均匀性大,在竹节处纱线强力偏低,故竹节纱捻度要偏大掌握,以提高竹节纱单强和降低断头率。
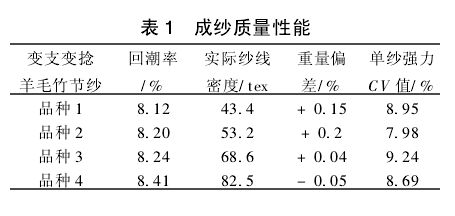
6、成纱质量情况
在B583型细纱机上,通过技术改造和攻关,,生产了系列变支变捻羊毛竹节纱产品,其成纱质量情况见表1。
7、提高变支变捻羊毛竹节纱质量的专题试验
为了减少变支变捻羊毛竹节纱的断头,提高成纱的可纺性能,针对生产中的影响因素,选择了细纱机后区牵伸倍数、锭速和钢丝圈号数3个因素及3个水平,用正交试验法进行分析,试验方案见表2。
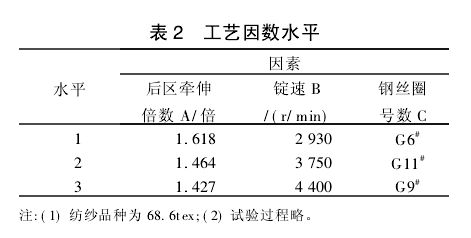
通过对L9(34)正交表进行3个因素及3个水平的试验分析,得出最佳工艺组合为A2B2C3,即后区牵伸倍数1.464倍、锭速3 750r/min、钢丝圈号数G9#时,变支变捻羊毛竹节纱强力最高,单纱强力CV值最小,重量偏差最小。由此可见,适当降低细纱机后区牵伸倍数,降低锭速,钢丝圈号数适中选择,三者适当配合既能加强对牵伸区纤维的约束,合理控制纺纱张力,又能降低离心力作用和阻力作用对成纱质量的影响,降低断头,提高强力,减少单强CV值。
8、结 语
a)在B583型细纱机上通过技术改造,能生产出系列变支变捻羊毛竹节纱,其质量能满足织物对独特的竹节花式效果的要求。采用羊毛纤维为原料,根据纱线细度、竹节长度、粗节直径、竹节间距、基纱号数、基纱长度、竹节纱号数、竹节长度、基纱捻度、粗纱号数和牵伸倍数等要求,可生产出各种系列竹节纱。
b)合理配置工艺参数,如针梳机隔距、针号、粗纱机的牵伸倍数、捻度、定量、罗拉速度等,细纱机的钢丝圈重量、型号、锭速、前罗拉速度等,合理选择以上工艺参数和适当的车间温湿度,均是提高变支变捻羊毛竹节纱质量的有效措施。
c)用变支变捻羊毛竹节纱生产的面料具有独特凹凸花纹感和花色效应,以及良好的保暖性、轻柔性、立体效应和独特的服用性能,能满足消费者对面料功能性及舒适性、个体化等方面的要求,该产品的开发受到客户的欢迎,其产品开发具有广阔的市场前景。
参考文献:
[1] 王俊荣.环锭细纱机纺包芯纱的成纱机理研究[J].青岛大学学报,2002,17(4):82-85.
[2] Ho Kwok-Hang. The factors affecting the strength of open-end-spun yarns[D].
England:University of Leeds,1997.
[3] Singh V P. The twist characteristics in open-end spun yarns[D]. England:University of
Leeds,1980.
[4] Krauae H W. Production of fancy yarns on a rotor open-end spinning machine[J]. Textile
Praxis International,1982(3S):217-220.
[5] Krauae H W. Production of fancy yarns on a rotor open-end spinning machine[J]. Textile
Praxis International,1982(4S):339-347.
[6] 西北纺织工学院教研室,毛纺学[M].北京:纺织工业出版社,1980.
[7] 江兰玉.毛纺工艺学[M].北京:中国纺织出版社,1997.
采用改变前中后罗拉速度的方法,以细羊毛为原料开发系列变支变捻羊毛竹节纱产品。通过工艺试
验和生产实践,分析影响变支变捻羊毛竹节纱质量的各种因素,探讨了提高纱线质量的有效措施。
关键词:变支变捻羊毛竹节纱;工艺;措施;产品;开发
中图分类号:TS106.414 文献标识码:B 文章编号:1009-265X(2011)02-0032-03
变支变捻羊毛竹节纱是一种复杂的新型竹节花式纱线,具有独特的花式效果,用其加工的织物表面呈现出醒目的颗粒状,立体感极强,质地风格挺括,且饱满富有弹性,它适于加工高档时装,具有较广阔的市场和发展前景[1]。
笔者在B583型细纱机上通过技术改造,成功地生产出变支变捻羊毛竹节纱系列产品,结合生产实践,对影响变支变捻羊毛竹节纱的因素进行试验分析,探讨了提高变支变捻羊毛竹节纱系列产品质量各纺纱工序所应采取的有效工艺技术措施。
1、试验品种与检测条件
1.1 试验品种
变支变捻羊毛竹节纱43. 2tex、53. 0tex、68.6tex、82.6tex 4个试验品种。
1.2 试验条件
试验时温度25℃,相对湿度65%。在生产现场取样,每组试样取样次数和取样个数均按国家有关近似竹节纱标准的规定执行。
2、变支变捻羊毛竹节纱纺纱原理
变支变捻羊毛竹节纱的纺纱原理是在保持锭速不变的前提下,通过改变前罗拉速度的方法来改变纱线捻度,并在改变前罗拉速度的同时,按一定的比例改变中后罗拉速度,以实现纱线支数的改变。实际生产中,在B583型细纱机上加装两个伺服电机:一个伺服电机控制前罗拉,另一个伺服电机控制中后罗拉,使前罗拉和中后罗拉传动分开,以对前罗拉伺服电机和后罗拉伺服电机的变速和变速的时间同时进行控制,并在不同的时间获得不同的前罗拉速度和后罗拉速度,从而达到产生变支变捻竹节纱的效果,生产出有规律的变支变捻竹节纱。主要工艺参数包括基纱号数、基纱长度、竹节纱号数、竹节长度、基纱捻度、粗纱号数和牵伸倍数等。
3、变支变捻羊毛竹节纱的特征
其特点是纱线上的竹节是有规律的,变支变捻和规律竹节同时叠加在一起,以变支基纱参数为共同基准,竹节直径是正常纱的2~4倍左右,捻度比正常纱线捻度略小,它呈现出等节距粗节状的外形。所加工的变支变捻羊毛竹节纱线,其捻度分布规律是纱中的竹节处捻度稍大于同号数普通纱的捻度,而基纱部分的捻度稍小于同号数普通纱的捻度,管纱在络筒退绕时,竹节部分的捻回向基纱部分转移,使基纱部分捻度增加,竹节部分的捻度下降,从而使基纱部分和竹节部分分别得到合理的捻度。在纺纱工程中,当从基纱部分向竹节处部分过渡时,前罗拉速度加快,使所纺的纱线捻度降低,从而减少了捻度由竹节处部分向交界处的转移,因此能避免交界处捻度超过临界捻度,使纱线交界处的断裂强度增加。
4 、纺纱原料的特点
羊毛纤维:平均细度20um,长度58~62mm,干断裂强度2.32cN/dtex,干断裂伸长31.24%,质量比电阻1g(Ω•g/cm2)为108.1,回潮率14.2%,含油率0.215%,体积质量1.31g/cm3。
5、变支变捻羊毛竹节纱的加工工艺
5.1 工艺流程
羊毛条→混条→复精梳→针梳→粗纱→细纱→络筒。
5.2 纺纱工艺技术特点和措施
纺部工序要合选择工艺参数[2-7],保持各部件的机械处于良好状态,加强管理,严格执行操作法,车间要保持合适稳定的温湿度,搞好清洁工作,生产中出现的问题要及时解决。
5.2.1 针梳工序工艺
针梳机隔距要合理选择,前隔距过大时,短纤维不易控制,易产生横向扩散,影响毛条光洁度和成纱条干均匀度;过小时牵伸会发生困难,造成纤维不正常运动,影响条干均匀度;前罗拉加压量要适中选择,能保证纤维变速点集中,使牵伸后的条干均匀度得到改善,否则,易造成纤维在前钳口处打滑或使胶辊变形,影响牵伸效率,造成成纱条干均匀度恶化。针梳机依靠针板形成附加摩擦力界,要使牵伸过程中纤维能够有规律地运动,所以要合理选择针板规格,针对纤维的性能和特点,采用“小牵伸、中喂入、中隔距、适当增加针梳机针密”的工艺原则,使生产能够顺利进行,条干水平提高。
5.2.2 粗纱工序工艺
粗纱工序要合理选择工艺参数,工艺设计要以减小牵伸力为主,粗纱总牵伸倍数适当偏大掌握,粗纱捻度适当偏大控制,粗纱定量适中控制,在实际生产中要减少粗纱退绕时产生意外伸长,合理控制纺纱张力,工艺采用“重加压、强控制、中速度、中隔距、大捻度、小张力”的工艺原则,为避免细纱工序牵伸不开,同时采用中定量的工艺配置,并合理控制车间温湿度,以降低粗纱断头率,改善条干不匀,提高粗纱内在质量。
5.2.3 细纱工序工艺
在细纱工序中,采用“大捻度、小牵伸、重加压、低速度、中隔距”的工艺原则,适当降低锭速,减小离心力和静电积聚对成纱质量的不利影响。捻度设计时要考虑纱线强力和手感等要求。在细纱加工过程中,各部件机械要处于良好状态,钢领与钢丝圈要配套,选择易散热的且运行稳定的钢丝圈,以降低断头率和成纱毛羽数量。加强挡车工巡回清洁工作,保证牵伸正常进行。工艺参数为:锭速3 750~4 450 r/min,采用G型钢丝圈,细纱隔距和后区牵伸倍数要偏大掌握,以避免因粗纱捻度大而产生硬头现象。钢丝圈偏重控制,因为变支变捻羊毛竹节纱强力低,断头率高,所以要适当降低前罗拉速度到100~140r/min。由于变支变捻羊毛竹节纱捻度不均匀性大,在竹节处纱线强力偏低,故竹节纱捻度要偏大掌握,以提高竹节纱单强和降低断头率。
6、成纱质量情况
在B583型细纱机上,通过技术改造和攻关,,生产了系列变支变捻羊毛竹节纱产品,其成纱质量情况见表1。
7、提高变支变捻羊毛竹节纱质量的专题试验
为了减少变支变捻羊毛竹节纱的断头,提高成纱的可纺性能,针对生产中的影响因素,选择了细纱机后区牵伸倍数、锭速和钢丝圈号数3个因素及3个水平,用正交试验法进行分析,试验方案见表2。
通过对L9(34)正交表进行3个因素及3个水平的试验分析,得出最佳工艺组合为A2B2C3,即后区牵伸倍数1.464倍、锭速3 750r/min、钢丝圈号数G9#时,变支变捻羊毛竹节纱强力最高,单纱强力CV值最小,重量偏差最小。由此可见,适当降低细纱机后区牵伸倍数,降低锭速,钢丝圈号数适中选择,三者适当配合既能加强对牵伸区纤维的约束,合理控制纺纱张力,又能降低离心力作用和阻力作用对成纱质量的影响,降低断头,提高强力,减少单强CV值。
8、结 语
a)在B583型细纱机上通过技术改造,能生产出系列变支变捻羊毛竹节纱,其质量能满足织物对独特的竹节花式效果的要求。采用羊毛纤维为原料,根据纱线细度、竹节长度、粗节直径、竹节间距、基纱号数、基纱长度、竹节纱号数、竹节长度、基纱捻度、粗纱号数和牵伸倍数等要求,可生产出各种系列竹节纱。
b)合理配置工艺参数,如针梳机隔距、针号、粗纱机的牵伸倍数、捻度、定量、罗拉速度等,细纱机的钢丝圈重量、型号、锭速、前罗拉速度等,合理选择以上工艺参数和适当的车间温湿度,均是提高变支变捻羊毛竹节纱质量的有效措施。
c)用变支变捻羊毛竹节纱生产的面料具有独特凹凸花纹感和花色效应,以及良好的保暖性、轻柔性、立体效应和独特的服用性能,能满足消费者对面料功能性及舒适性、个体化等方面的要求,该产品的开发受到客户的欢迎,其产品开发具有广阔的市场前景。
参考文献:
[1] 王俊荣.环锭细纱机纺包芯纱的成纱机理研究[J].青岛大学学报,2002,17(4):82-85.
[2] Ho Kwok-Hang. The factors affecting the strength of open-end-spun yarns[D].
England:University of Leeds,1997.
[3] Singh V P. The twist characteristics in open-end spun yarns[D]. England:University of
Leeds,1980.
[4] Krauae H W. Production of fancy yarns on a rotor open-end spinning machine[J]. Textile
Praxis International,1982(3S):217-220.
[5] Krauae H W. Production of fancy yarns on a rotor open-end spinning machine[J]. Textile
Praxis International,1982(4S):339-347.
[6] 西北纺织工学院教研室,毛纺学[M].北京:纺织工业出版社,1980.
[7] 江兰玉.毛纺工艺学[M].北京:中国纺织出版社,1997.
